4 designregler för att snabbt komma igång med 3D-metallutskrift
3D-metallutskrift ger fördelar i både produktionsprocessen och slutprodukten. En förutsättning är att konstruktionen tar hänsyn till de specifika egenskaperna hos lasersmältningsprocessen. Om du följer ett antal enkla designregler kan du snabbt göra prototyper och lågvolymproduktion med 3D-metallutskrift.
Med 3D-metallskrivare som t. ex XM200C från Xact Metal 3D-metallutskrift kräver inte längre extremt höga investeringar. För mindre än ett solidt 3-axligt CNC-bearbetningscenter kan du börja metallutskrift med denna laserpulverbäddmaskin. Detta gör att du kan skriva ut komplexa delar i material som 316L, aluminium, koboltkrom, Inconel 625 och Hasteloy, titan och brons och koppar.


Bildförhållande
För att maximera fördelarna med 3D-metallutskrift finns det några designregler. En av dessa är att förhållandet höjd-bredd påverkar slutresultatet. Som en tumregel, använd ett förhållande på 8:1 för att pålitligt 3D-skriva ut smala funktioner. Annars finns det risk för skador på övermålaren när den applicerar ett nytt pulverlager. Minsta väggtjocklek är 100 till 200 mikrometer, beroende på material.
Att undvika stödstrukturer är den bästa lösningen
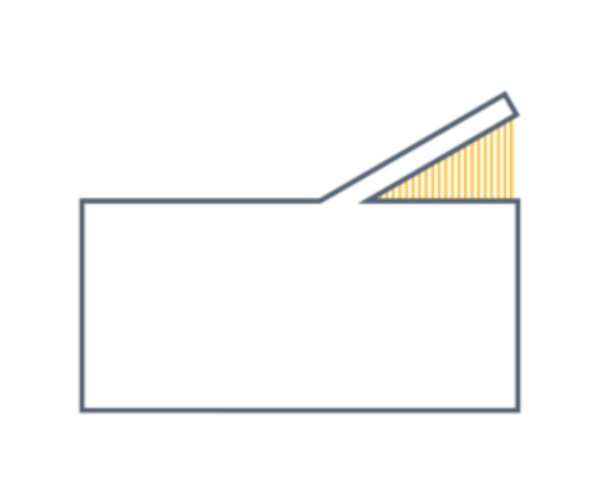
Överhängande delar
De de flesta Metal Powderbed Fusion 3D-skrivare kan 3D-skriva ut överhängande delar förutsatt att vinkeln är större än 45 grader. Om en mindre vinkel krävs måste en stödkonstruktion säkert installeras under 30 grader. En vinkel mellan 30 och 45 grader kan 3D-printas utan stöd, men botten på produkten blir då grövre än resten. Stödstrukturer kan skrivas ut bra, men det är bättre att undvika dem. Detta sparar inte bara materialkostnader utan också tid i efterbearbetningen när de måste tas bort igen.
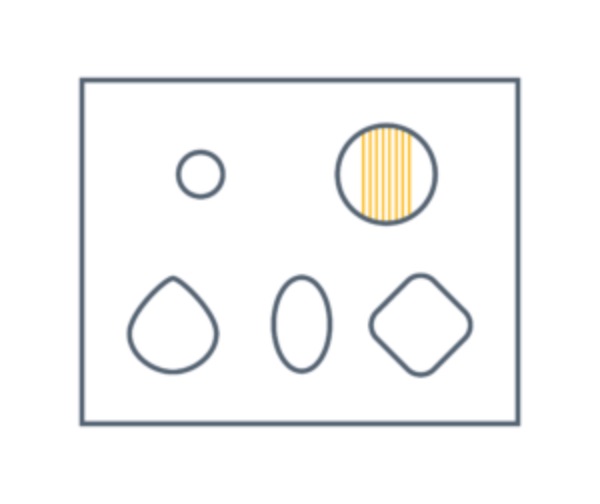
Hål
Tumreglerna för att skriva ut hål är för metallskrivare, som den helt nya XM300C (med 4 lasrar och en byggvolym på 245 x 330 x 330 mm) kan hål mindre än 5 millimeter skrivas ut utan problem. Större runda hål kräver en inre stödstruktur. Detta måste beaktas i designen, eftersom denna struktur måste avlägsnas mekaniskt i efterhand. Om det inte är möjligt kan du överväga att justera formen på hålet. Ett ovalt eller droppformat hål kan 3D-printas utan stöd.

Ta bort pulver
Under byggjobbet av en Xact Metal-pulverbäddsmetallskrivare fylls hela byggkammaren lager för lager pulver . Detta innebär att alla ihåliga delar är fyllda med pulver när arbetsstycket är färdigt. Så ta hänsyn i designen att detta puder måste kunna tas bort. Ett hål avsett för detta måste ha en diameter på minst 3 millimeter. För större volymer är det lämpligt att inkludera flera hål i designen, vilket påskyndar efterbearbetningen av arbetsstycket.
Seido Systems levererar Xact Metal XM200C 3D metallskrivare inklusive all nödvändig personlig skyddsutrustning och utbildning till ett mycket konkurrenskraftigt pris. Med detta säkerställer vi att 3D-metallutskrift är tillgängligt för alla metallföretag. Nyfiken? Be det är en av våra säljare.

> 20 års erfarenhet
Erfarenhet, kunskap och nöjda kunder är byggstenarna i vårt företag

Platinum-partner för Stratasys
Din pålitliga partner – med lokal service i hela regionen.

Välj den bästa dealen
Finansieringsmöjligheter för alla tillfällen (uthyrning, leasing, inbyte)